 Have you ever heard of piggyback labels—I know I didn’t before I began working for LabTAG. It turns out I had used them in my research days; I just didn’t know they had such a funky name. Piggyback labels have a 2-layer design made of a primary label that holds several other “nested” labels. You can attach the primary label to the initial container, then remove the nested labels and attach them to other containers. They can bring your labeling game to a whole new level. They’re super handy for protocols that require many items to be linked back to the main source.
Have you ever heard of piggyback labels—I know I didn’t before I began working for LabTAG. It turns out I had used them in my research days; I just didn’t know they had such a funky name. Piggyback labels have a 2-layer design made of a primary label that holds several other “nested” labels. You can attach the primary label to the initial container, then remove the nested labels and attach them to other containers. They can bring your labeling game to a whole new level. They’re super handy for protocols that require many items to be linked back to the main source.
Tracking samples
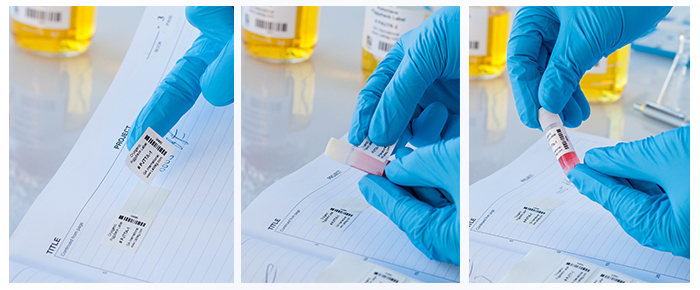
Piggyback labels are useful when tracking samples throughout an assay. Many types of biological tests are multistep and involve using a collection or series of tubes for each sample. In my case, I needed to pipette the supernatant from the primary tube into a fresh tube, which was then spun down to yield another product that I mixed in yet another tube. Piggyback labels allowed me to effectively track my samples as I processed them. This saved me tons of time by printing all the labels I wanted ahead of time and stored them in one place until I needed them. Having all the labels conveniently grouped together was a great way to stay organized and avoid mix-ups. Once it was time for experimentation, I just attached the piggyback label onto the primary tube, picked the nested labels off it, and affixed them onto new ones. I was even able to stick labels in my notebook to provide a physical record of the experiment that indicated when the samples were processed.
When using piggyback labels for tracking throughout an experiment, keep in mind that you might need different labels for the assay’s final step. For example, the fully processed samples might need to be stored long-term at -80°C/-112°F or in liquid nitrogen. For these types of experiments, you might want to consider using cryogenic piggyback labels. They offer all the same functionality, with the added benefit of withstanding extreme cryogenic conditions, including storage at temperatures as low as -196°C/-321°F.
Sterilization piggyback labels
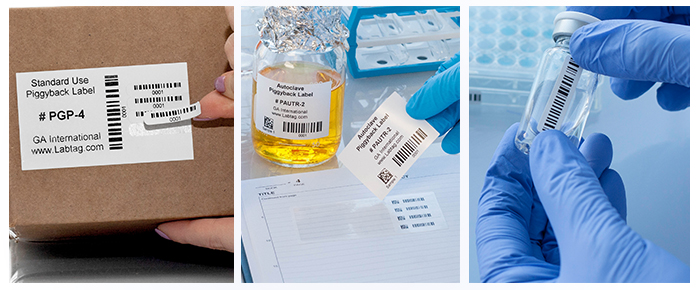
Many types of equipment and consumables, from surgery tools and trays to tip boxes and solution bottles, need to be sterilized prior to use. Often, large containers, such as GenesisTM sterilization containers, with multiple smaller packages are sterilized, either by employing a steam autoclave, dry heat oven, ethylene oxide gas, or gamma irradiation. In many cases, only the large container is labeled before being placed into the sterilization chamber. When preparing materials that need to be sterilized, make sure to use autoclave-resistant piggyback labels, which will resist temperatures up to +150°C/+302°F, withstand the humidity and pressure of steam autoclaves, ethylene oxide gas, and up to 50 KGy of gamma irradiation. This makes labeling efficient, as once the material is clean, the nested labels of the primary label can be peeled off and affixed to each separate box or pack. This also allows you to properly track what material has been autoclaved by providing a physical record that can be placed in your notebook.
 Shipping piggyback labels
Shipping piggyback labels
Shipping is one of the few areas of the lab that don’t require thermoplastic laboratory labels; paper piggyback labels will usually do. The main purpose of a piggyback label in shipping is to track the package once it’s in transit. The nested labels can be applied on multiple different forms and sent to anyone who requires a record of the tracking number to assess where in transit the package is and confirm its delivery.
Piggyback labels can save you time on printing and applying collections of smaller labels. It’s essential to buy piggyback labels from a company that can custom manufacture your order; they’ll be able to devise an appropriate configuration that’s tailored to your application’s requirements. Buying from a custom manufacturer also means that your labels are tested beforehand, ensuring they won’t fail, no matter the harsh laboratory environments they might encounter.
LabTAG by GA International is a leading manufacturer of high-performance specialty labels and a supplier of identification solutions used in research and medical labs as well as healthcare institutions.



{kind=link}